
www.industria-online.com
04
'11
Written on Modified on
Collaudo di motori elettrici per applicazioni automotive
Per i suoi banchi di collaudo, utilizzati sia in laboratorio che in produzione, Unus International ha utilizzato freni elettromeccanici a polvere Merobel.
Unus International produce motori e motoriduttori a 12 - 24 - 48 V c.c. per servomeccanismi destinati come primo equipaggiamento (O.E.M) al settore dell'auto e per automazioni nei settori civile ed industriale. Nata negli anni ‘70 a Padova e trasferitasi nel 1995 nello stabilimento di Rivale di Pianiga (Venezia), occupa attualmente circa 60 persone, con una produzione di oltre 2.000.000 di pezzi anno.
La gamma dei prodotti comprende, per il settore automotive, motori e motoriduttori per:
meccanismi alzacristallo, tetti apribili, tendine parasole;
movimento e regolazione sedili e colonna sterzo;
attuazione cambi robotizzati e, nel settore civile ed industriale, per:
comando di porte scorrevoli, basculanti, cancelli ed automazioni in genere.
Gli ingegneri Unus International sono al servizio del cliente per lo sviluppo di nuovi progetti.
Competenza tecnica e flessibilità caratterizzano l’azienda, permettendo tempi ridotti per lo studio, la prototipazione e la campionatura iniziale dei nuovi prodotti e assicurando una rapida risposta alle più svariate esigenze del mercato con conseguenti “time to market” assolutamente contenuti.
“La nostra missione è quella di offrire un prodotto ritagliato sulle esigenze del cliente, per il quale il livello tecnico e qualitativo assumono importanza primaria,”, afferma l’ingegner Massimo Melato, Direttore Generale di Unus International. “Alla base vi è una politica di qualità e di continuo rinnovamento in ricerca e sviluppo, progettazione, produzione ed organizzazione aziendale in genere, perseguita con l’obiettivo di migliorare la soddisfazione dei clienti. A conferma del buon lavoro svolto, gli ottimi risultati raggiunti nel mercato interno ed estero, con prodotti ad elevatissimo contenuto tecnico sempre più competitivi e qualitativamente garantiti. I motori/motoriduttori di Unus International sono infatti utilizzati nel primo equipaggiamento dalle maggiori case automobilistiche tedesche e dai più importanti costruttori di automazioni nel settore civile”.
Competenza tecnica e flessibilità caratterizzano l’azienda, permettendo tempi ridotti per lo studio, la prototipazione e la campionatura iniziale dei nuovi prodotti e assicurando una rapida risposta alle più svariate esigenze del mercato con conseguenti “time to market” assolutamente contenuti.
“La nostra missione è quella di offrire un prodotto ritagliato sulle esigenze del cliente, per il quale il livello tecnico e qualitativo assumono importanza primaria,”, afferma l’ingegner Massimo Melato, Direttore Generale di Unus International. “Alla base vi è una politica di qualità e di continuo rinnovamento in ricerca e sviluppo, progettazione, produzione ed organizzazione aziendale in genere, perseguita con l’obiettivo di migliorare la soddisfazione dei clienti. A conferma del buon lavoro svolto, gli ottimi risultati raggiunti nel mercato interno ed estero, con prodotti ad elevatissimo contenuto tecnico sempre più competitivi e qualitativamente garantiti. I motori/motoriduttori di Unus International sono infatti utilizzati nel primo equipaggiamento dalle maggiori case automobilistiche tedesche e dai più importanti costruttori di automazioni nel settore civile”.
La valenza strategica del collaudo
Tra i motivi alla base del successo di Unus International, oltre all’aspetto tecnologico, vi è l’elevata affidabilità e qualità della sua produzione. E, per garantire tali livelli di eccellenza (UNUS International figura tra le 100 aziende italiane di successo citate nel 3° rapporto Eurispes), il collaudo – prima in laboratorio e quindi in produzione - assume un’assoluta rilevanza strategica.
In particolare, sono stati allestiti internamente banchi di collaudo per testare tutti i motori e motoriduttori, destinati al mercato automobilistico e non. “Si tratta principalmente di motori per alzacristalli, per movimento sedile, apertura tettuccio, regolazione colonna sterzo e movimento tendine”, riferisce l’ing. Melato. “Stiamo attualmente sviluppando anche un motore destinato ad azionare il compressore delle sospensioni pneumatiche della vettura”.
I banchi in questione non sono stati realizzati per un cliente in particolare. Unus International ha raccolto tutte le direttive delle varie Case automobilistiche ed ha sviluppato appositi banchi prova in grado di soddisfare tali specifiche.
Il valore aggiunto di questa soluzione di collaudo rispetto alle soluzioni standard disponibili sul mercato risiede, in primo luogo, nel fatto che si tratta di una soluzione customizzata . “Le soluzioni commerciali che si trovano sul mercato sono generalmente destinate a soddisfare la più ampia gamma possibile di applicazioni,”, spiega l’ing. Melato, “ma proprio per tale motivo, esse non sono sempre adeguate alle singole esigenze e/o all’altezza del compito che devono svolgere. Avendo invece costruito i banchi di collaudo al nostro interno e avendo sviluppato il relativo software di controllo, questi sono mirati alle nostre esigenze o, meglio, alle esigenze dei nostri clienti”.
In produzione, viene testato ogni singolo motore, sia per quanto riguarda le prestazioni che per quanto riguarda la rumorosità. “A tale scopo, disponiamo attualmente di 4 cabine di collaudo attrezzate con freni Merobel”, spiega l’ing. Melato. “Il ciclo di collaudo ha una durata compresa fra 5 e 10 secondi in base al tipo di motore, per una produzione giornaliera di circa 8.000 pezzi”.
Per quanto riguarda invece i banchi prova del laboratorio -5 attrezzati con freni Merobel- dove viene testata l’affidabilità dei motori/motoriduttori tramite prove di vita e di fatica, i tempi di collaudo sono molto più lunghi: alcune prove di durata, con cicli termici in camera climatica per simulare l’invecchiamento, possono infatti durare fino a 60 giorni. Si tratta quindi di due applicazioni molto diverse fra loro.
“In laboratorio, la prova consiste essenzialmente nel fare ciclare il motore con carichi diversi (quindi, con valori di coppia resistente diversi) ed in diverse condizioni ambientali (che prevedono shock termici, range di temperatura da -40 °C a +90 °C e diversi valori di umidità relativa), per un certo numero di cicli o fino a fine vita del motore”, spiega l’ing. Melato. “Utilizziamo quindi un duty cycle ben definito, corrispondente al capitolato dei Clienti”. Per ogni ciclo vengono acquisiti tutti i parametri del motore (corrente assorbita, numero di giri, coppia e temperatura) in modo da tenerne costantemente monitorata la situazione nell’arco del tempo. Nel caso il motore non risponda ai requisiti prescritti o si manifesti una anomalia (ad esempio si noti un surriscaldamento, una usura precoce delle spazzole o il cedimento di qualche componente) , questo viene smontato per analizzare l’origine del problema ed intervenire sul particolare risultato difettoso. Dopo la modifica, il test viene ripetuto, secondo un loop di iterazioni che porta ad avere un motore sempre migliore. L’obiettivo è fare in modo che il motoriduttore soddisfi tutte le specifiche del cliente ed una volta entrati in produzione si abbia scarto zero.
Con le medesime modalità vengono effettuate annualmente prove di rivalidazione dei prodotti, al fine di verificare che nulla sia mutato nell’arco del tempo.
Freni robusti e affidabili
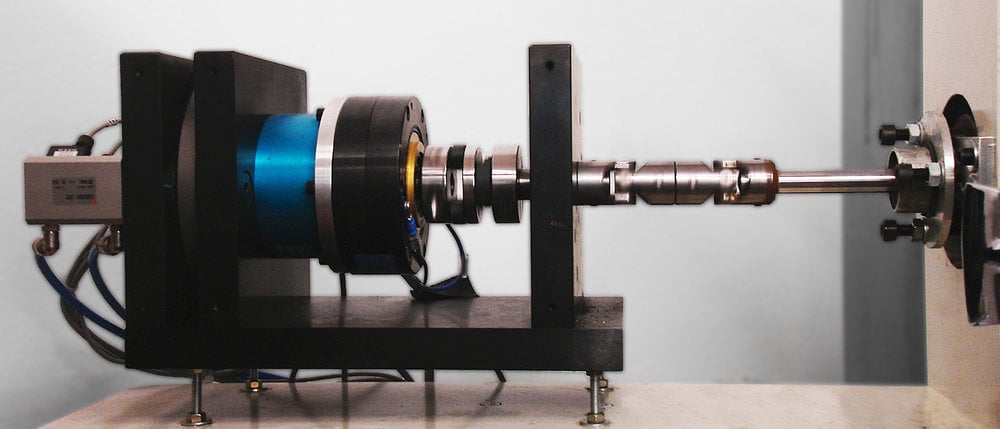
Per simulare il carico che il motore incontrerà durante la sua vita, nei banchi di collaudo Unus International sono stati utilizzati i freni Merobel forniti da Andantex. In particolare, Unus International ha scelto i freni FAT120 con sensore di coppia TRS50 e regolazione di coppia ad anello chiuso DGT300.
“Andantex ci ha consigliato i freni Merobel da utilizzare in questa applicazione, nonché una centralina di controllo per il settaggio dei vari punti di taratura del freno secondo le nostre specifiche”, spiega l’ing. Melato. “Andantex è stata quindi nostro partner per quanto riguarda la fornitura dei freni prima e lo sviluppo dell’applicazione poi. In particolare, ha collaborato con noi e con i nostri sviluppatori software per la messa a punto del sistema, fino ad ottenere un prodotto finale che soddisfaceva le nostre esigenze”.
L'ampio range di soluzioni offerte da Merobel include componenti ad alta tecnologia quali freni e frizioni elettromagnetici a polvere, controllori digitali di tensione e tiro, sensori e trasduttori. Lo specifico know-how maturato dall’azienda permette di offrire soluzioni ottimali per ogni applicazione o particolare esigenza.
I freni e le frizioni della gamma EMP (elettromagnetici a polvere) Merobel sono costituiti da due rotori, uno esterno ed uno interno, separati da un traferro in cui è distribuita polvere magnetica. Sotto l'influenza di un campo magnetico creato da una bobina alimentata in corrente continua o da un magnete permanente nel caso del limitatore di coppia, la fluidità della polvere magnetica varia, determinando un accoppiamento meccanico variabile tra i due rotori. Si ottiene così uno scorrimento permanente che garantisce una coppia stabile, riproducibile e indipendente dalla velocità di rotazione, finemente regolabile in modo proporzionale alla corrente elettrica di alimentazione della bobina. Fissando uno dei due rotori alla macchina, l’unità funziona da freno. Permettendo ad ambedue i rotori di ruotare, l’unità funziona come frizione.
Tra le principali caratteristiche di freni e le frizioni a polvere Merobel, la coppia proporzionale alla corrente di alimentazione e indipendente dalla velocità di scorrimento, il basso valore di coppia residua, il funzionamento bidirezionale, la bassa usura, la manutenzione ridotta, la dissipazione di potenza termica incrementata tramite radiatore, il veloce tempo di risposta (da 10 a 50 ms), il basso assorbimento di potenza elettrica, il semplice controllo remoto, la risposta lineare, fluida e silenziosa e la semplicità d’integrazione in ogni tipologia di sistema.
“Siamo rimasti molto soddisfatti dei prodotti Merobel”, conclude l’ing. Melato. “Avevamo già utilizzato freni Merobel fornitici da Andantex per banchi di collaudo destinati alla produzione. Ora abbiamo esteso l’uso di questi freni anche ai banchi di collaudo in laboratorio”.
Richiedi maggiori informazioni…
