
www.industria-online.com
17
'10
Written on Modified on
TPSH realizza un sistema di controllo dimensionale online preciso al centesimo di millimetro
TPSH è uno studio di ingegneria specializzato nella realizzazione di sistemi avanzati nel settore della lavorazione di parti. La società ha messo a punto un dispositivo per il controllo dimensionale 3D online di parti lavorate per il settore aeronautico. Questa innovazione, unica nel settore, punta ovviamente a ridurre i costi automatizzando il processo di controllo. Ha soprattutto il vantaggio di fornire in tempo reale informazioni su un'eventuale deriva di fabbricazione, argomento che interessa sempre di più gli operatori del settore della lavorazione dei metalli. TPSH ha convalidato un prototipo di sistema di misurazione online. Sviluppato per parti specifiche destinate all'industria aeronautica, è adattabile a qualsiasi tipo di lavorazione di precisione.
"Questo tipo di macchina, ancora piuttosto rara nel settore della lavorazione dei metalli, corrisponde a una reale esigenza del mercato: la volontà di automatizzare completamente la linea di produzione, il trattamento dei casi in cui non è possibile effettuare misurazioni manuali e infine la capacità di identificare più rapidamente le eventuali derive di produzione" spiega Julien Decreton, direttore tecnico di TPSH. "Il ritorno sull'investimento è reale. L'alternativa, che consiste nell'estrarre la parte dalla macchina e nell'utilizzare una macchina diversa per le misurazioni, non consente di segnalare l'eventuale deriva in tempo reale e non è necessariamente meno costosa, soprattutto se si tiene conto del tempo impiegato dagli operatori per compiere la misurazione".
La soluzione sviluppata da TPSH è senza dubbio unica sul mercato. Più rapida dei cicli macchine, offre una precisione di misurazione pari a 0,01 mm. Pur essendo convalidata per parti fino a 400 mm3, è adattabile anche a parti più grandi.
Il sistema è costituito dal dispositivo LJ-G, un profilometro laser a due dimensioni e ad elevate prestazioni, proposto dalla società Keyence. Questo viene collocato su due assi di posizionamento di precisione. Può così essere raddrizzato e spostato in modo da prendere un profilo intero. La parte viene posizionata su una piastra, la cui rotazione consente di catturare i profili 2D da varie angolazioni. Un software sviluppato da TPSH consente di comandare il sistema e di generare le ricostruzioni 3D. Il sistema è impostato per prendere 800 misurazioni di profondità su un profilo di circa 32 mm. "Il sistema è programmabile, modulare e velocissimo. Possiamo adattarlo facilmente a tutti i tipi di fabbricazione" afferma Julien Decreton.
"La scelta è ricaduta naturalmente su Keyence, innanzitutto perché offrivano l'unico prodotto in grado di effettuare tali misurazioni in un ambiente di lavoro con macchine" spiega Julien Decreton. "Noi non lavoriamo in condizioni di laboratorio, le parti sono lucide e creano perturbazioni. Inoltre, vengono sporcate dai lubrificanti e l'illuminazione è quella della fabbrica. Nessun laser offriva stabilità di misurazione in queste condizioni. Anche la compattezza era un fattore chiave".
"Inoltre, l'interfaccia del profilometro LJ-G è molto aperta e l'abbiamo integrato senza problemi nel nostro sistema di controllo".
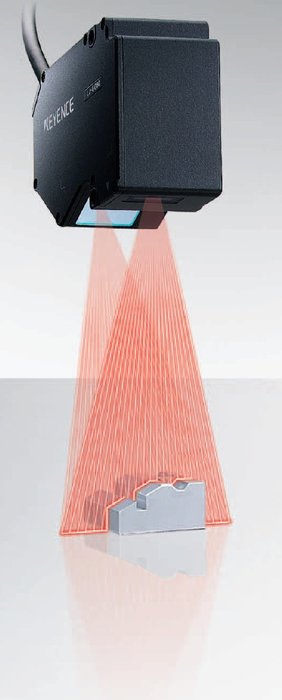
LJ-G è capace di effettuare misurazioni in tempo reale sulla linea di produzione anche per parti metalliche considerate complesse.
Il materiale è composto da un controller, un monitor e testine. Il dispositivo LJ-G5000 consente di effettuare una misurazione di profilo stabile sia sui supporti assorbenti (gomma) che sui supporti brillanti (metallo). Il sensore E3 CMOS dispone di una tecnica avanzata rispetto ai sensori CMOS tradizionali, offrendo un campo dinamico 300 volte più elevato dei sensori tradizionali. Il dispositivo LJ-G5000 funziona secondo il principio di triangolazione. Rileva l'altezza di un punto in base alla posizione del fascio riflesso sulla matrice. Il fascio piatto viene creato per mezzo di una lente. Se prendiamo il caso del riflesso ottenuto su una parte cilindrica, è chiaro che il ritorno luminoso sulla sommità della parte sarà più importante rispetto a quello sui bordi. Un sensore tradizionale (CCD o CMOS) non è in grado di trovare un compromesso accettabile. O la quantità di luce ricevuta sulla sommità della parte è corretta, ma il ritorno sui bordi è insufficiente, o la quantità di luce ricevuta sui bordi è corretta, ma il ritorno sulla sommità della parte è troppo importante (saturazione della matrice). Su un sensore tradizionale CCD o CMOS, il campo dinamico (campo di rilevamento compreso tra un punto considerato troppo scuro e un punto considerato troppo brillante) è ristretto. Con un sensore tradizionale, una tipica soluzione consiste nel fare la media delle misurazioni per compensare la mancanza di stabilità. Oltre ad essere meno affidabile, questa tecnica implica anche dei tempi di campionamento 15 volte superiori. Questa tecnologia E3 CMOS (Enhanced Eye Emulation CMOS) riproduce la capacità di accomodazione dell'occhio umano. La ricostruzione digitale del profilo sarà totale malgrado le zone scure o troppo luminose. Le possibilità e la stabilità di misurazione sono notevolmente maggiori. L'efficacia di E3 CMOS viene migliorata dalla funzione MFL che consente di regolare la sensibilità del sensore CMOS, l'intensità del laser e il tempo di esposizione del sensore CMOS (più il bersaglio è scuro, più il tempo di imposizione è lungo e viceversa). La funzione MFL garantisce la stabilità della misurazione indipendentemente dal tipo di parte (plastica, gomma, metallo e altro) e dal colore.
Anche le sue prestazioni sono uniche: il sistema Quattro link consente di effettuare parallelamente le diverse operazioni di calcolo (rilevamento, profilatura, misurazione e visualizzazione). Questo procedimento, basato su un nuovo processore, consente di campionare a 3,8 ms e quindi di effettuare misurazioni sulla linea di produzione. La sua ripetibilità è pari a 1µm. Essendo dotato di numerose funzioni di ispezione, il dispositivo LJ-G5000 consente tra l'altro di misurare le differenze di altezza, di larghezza, gli angoli, la posizione del punto di intersezione, l'area di una sezione e molto altro.
Infine, a differenza della concorrenza che utilizza lenti sferiche, il dispositivo LJ-G utilizza una sovrapposizione di 4 lenti cilindriche di alta qualità (lente ERNOSTAR 2D), che ha il vantaggio di ridurre al minimo le aberrazioni e le distorsioni. La focalizzazione perfetta genera la formazione di un'immagine di qualità sull'elemento CCD nelle due dimensioni.
"Siamo molto soddisfatti delle prestazioni del sistema di misurazione LJ-G. È stabile, preciso, rapido e può controllare i dettagli più complessi, come i giochi, il posizionamento dei rivetti o i livellamenti" conclude Julien Decreton.
TPSH è una società composta da circa 15 persone, con sede nella regione di Parigi. Le sue competenze nel campo della consulenza e dell'integrazione in tutti i settori della lavorazione di parti (metallo, ceramica, plastica e così via) vanno dalla progettazione della soluzione di misurazione e di controllo, fino alla realizzazione e implementazione di sistemi di automatismo.
La soluzione sviluppata da TPSH è senza dubbio unica sul mercato. Più rapida dei cicli macchine, offre una precisione di misurazione pari a 0,01 mm. Pur essendo convalidata per parti fino a 400 mm3, è adattabile anche a parti più grandi.
Il sistema è costituito dal dispositivo LJ-G, un profilometro laser a due dimensioni e ad elevate prestazioni, proposto dalla società Keyence. Questo viene collocato su due assi di posizionamento di precisione. Può così essere raddrizzato e spostato in modo da prendere un profilo intero. La parte viene posizionata su una piastra, la cui rotazione consente di catturare i profili 2D da varie angolazioni. Un software sviluppato da TPSH consente di comandare il sistema e di generare le ricostruzioni 3D. Il sistema è impostato per prendere 800 misurazioni di profondità su un profilo di circa 32 mm. "Il sistema è programmabile, modulare e velocissimo. Possiamo adattarlo facilmente a tutti i tipi di fabbricazione" afferma Julien Decreton.
"La scelta è ricaduta naturalmente su Keyence, innanzitutto perché offrivano l'unico prodotto in grado di effettuare tali misurazioni in un ambiente di lavoro con macchine" spiega Julien Decreton. "Noi non lavoriamo in condizioni di laboratorio, le parti sono lucide e creano perturbazioni. Inoltre, vengono sporcate dai lubrificanti e l'illuminazione è quella della fabbrica. Nessun laser offriva stabilità di misurazione in queste condizioni. Anche la compattezza era un fattore chiave".
"Inoltre, l'interfaccia del profilometro LJ-G è molto aperta e l'abbiamo integrato senza problemi nel nostro sistema di controllo".
LJ-G è capace di effettuare misurazioni in tempo reale sulla linea di produzione anche per parti metalliche considerate complesse.
Il materiale è composto da un controller, un monitor e testine. Il dispositivo LJ-G5000 consente di effettuare una misurazione di profilo stabile sia sui supporti assorbenti (gomma) che sui supporti brillanti (metallo). Il sensore E3 CMOS dispone di una tecnica avanzata rispetto ai sensori CMOS tradizionali, offrendo un campo dinamico 300 volte più elevato dei sensori tradizionali. Il dispositivo LJ-G5000 funziona secondo il principio di triangolazione. Rileva l'altezza di un punto in base alla posizione del fascio riflesso sulla matrice. Il fascio piatto viene creato per mezzo di una lente. Se prendiamo il caso del riflesso ottenuto su una parte cilindrica, è chiaro che il ritorno luminoso sulla sommità della parte sarà più importante rispetto a quello sui bordi. Un sensore tradizionale (CCD o CMOS) non è in grado di trovare un compromesso accettabile. O la quantità di luce ricevuta sulla sommità della parte è corretta, ma il ritorno sui bordi è insufficiente, o la quantità di luce ricevuta sui bordi è corretta, ma il ritorno sulla sommità della parte è troppo importante (saturazione della matrice). Su un sensore tradizionale CCD o CMOS, il campo dinamico (campo di rilevamento compreso tra un punto considerato troppo scuro e un punto considerato troppo brillante) è ristretto. Con un sensore tradizionale, una tipica soluzione consiste nel fare la media delle misurazioni per compensare la mancanza di stabilità. Oltre ad essere meno affidabile, questa tecnica implica anche dei tempi di campionamento 15 volte superiori. Questa tecnologia E3 CMOS (Enhanced Eye Emulation CMOS) riproduce la capacità di accomodazione dell'occhio umano. La ricostruzione digitale del profilo sarà totale malgrado le zone scure o troppo luminose. Le possibilità e la stabilità di misurazione sono notevolmente maggiori. L'efficacia di E3 CMOS viene migliorata dalla funzione MFL che consente di regolare la sensibilità del sensore CMOS, l'intensità del laser e il tempo di esposizione del sensore CMOS (più il bersaglio è scuro, più il tempo di imposizione è lungo e viceversa). La funzione MFL garantisce la stabilità della misurazione indipendentemente dal tipo di parte (plastica, gomma, metallo e altro) e dal colore.
Anche le sue prestazioni sono uniche: il sistema Quattro link consente di effettuare parallelamente le diverse operazioni di calcolo (rilevamento, profilatura, misurazione e visualizzazione). Questo procedimento, basato su un nuovo processore, consente di campionare a 3,8 ms e quindi di effettuare misurazioni sulla linea di produzione. La sua ripetibilità è pari a 1µm. Essendo dotato di numerose funzioni di ispezione, il dispositivo LJ-G5000 consente tra l'altro di misurare le differenze di altezza, di larghezza, gli angoli, la posizione del punto di intersezione, l'area di una sezione e molto altro.
Infine, a differenza della concorrenza che utilizza lenti sferiche, il dispositivo LJ-G utilizza una sovrapposizione di 4 lenti cilindriche di alta qualità (lente ERNOSTAR 2D), che ha il vantaggio di ridurre al minimo le aberrazioni e le distorsioni. La focalizzazione perfetta genera la formazione di un'immagine di qualità sull'elemento CCD nelle due dimensioni.
"Siamo molto soddisfatti delle prestazioni del sistema di misurazione LJ-G. È stabile, preciso, rapido e può controllare i dettagli più complessi, come i giochi, il posizionamento dei rivetti o i livellamenti" conclude Julien Decreton.
TPSH è una società composta da circa 15 persone, con sede nella regione di Parigi. Le sue competenze nel campo della consulenza e dell'integrazione in tutti i settori della lavorazione di parti (metallo, ceramica, plastica e così via) vanno dalla progettazione della soluzione di misurazione e di controllo, fino alla realizzazione e implementazione di sistemi di automatismo.
Richiedi maggiori informazioni…
