
www.industria-online.com
05
'22
Written on Modified on
EMCO: LA MEGAMILL ASSICURA A BYSTRONIC UN FORTE AUMENTO DI PRODUTTIVITÀ
Nella produzione di macchine utensili, uno dei presupposti principali per garantire produttività e prontezza di consegna è un processo di produzione strutturato in modo lineare, con sequenze di produzione precise nei tempi e sistemi di produzione funzionanti in modo affidabile. Ciò può essere ottenuto solo se il cliente e il fornitore adottano un approccio comune e orientato agli obiettivi ai progetti della catena di produzione.
È stato il caso del progetto di Bystronic Laser AG di Niederönz, in Svizzera, per la creazione di una nuova linea di produzione per la lavorazione dei telai delle macchine da taglio laser.
Bystronic Laser AG è un leader tecnologico mondiale nel campo della lavorazione della lamiera, specializzato in sistemi di taglio laser. In collaborazione con EMCO GmbH di Hallein / Salisburgo, ha intrapreso una riprogettazione completa del processo di lavorazione dei telai delle macchine, in modo che potesse essere eseguito interamente dalla fresatrice a portale alto MEGAMILL di EMCO Mecof.
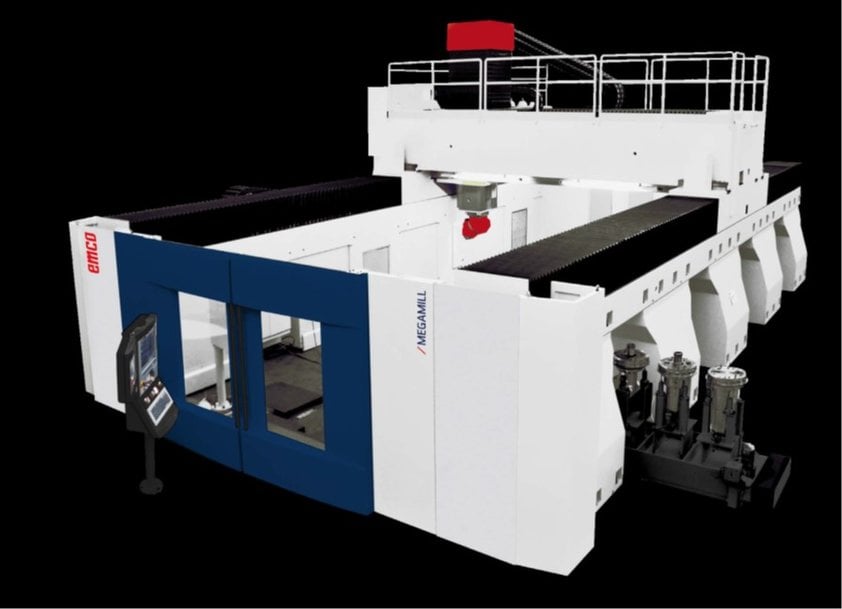
La fresatrice a portale MEGAMILL in funzionamento continuo sui telai delle macchine
Una nuova partnership
"Le quantità di telai delle macchine erano aumentate a tal punto che la nostra capacità di produzione esistente non poteva più tenere il passo. Di conseguenza, stavamo cercando una nuova macchina con una capacità di produzione sufficiente, che potesse soddisfare i nostri requisiti di alta qualità e fosse flessibile”, ha spiegato Raphael Kopp, Direttore della Produzione di Bystronic Laser AG.
Raphael Kopp aveva le idee chiare su ciò che desiderava dalla nuova macchina: un'elevata quantità di pezzi prodotti al mese, perfetta precisione per la fresatura piana delle guide dei telai delle macchine (uniformità di 0,05 mm su una lunghezza della guida di 3-4 m) e flessibilità per poter produrre diversi tipi di componenti. Soprattutto, anche la tavola della macchina doveva essere sufficientemente grande, perché i gruppi di componenti delle macchine da taglio laser richiedono uno spazio considerevole.
Dopo aver visitato diversi produttori e aver valutato i risultati dei test di lavorazione, in meno di quattro mesi è diventato chiaro che la nuova macchina doveva essere una MEGAMILL di Emco Mecof. Nel frattempo, lavorando in stretto coordinamento, sono stati specificati e verificati i requisiti e le condizioni chiave per l'acquisto della macchina e ne è stata dimostrata la fattibilità.
Raphael Kopp descrive come si è arrivati a prendere la decisione di acquisto: "il fattore decisivo è stato sicuramente il funzionamento in pendolare. In altre parole, ora possiamo bloccare due pezzi sulla tavola della macchina, di cui uno è lavorato e l’altro è inserito, allineato e bloccato in parallelo. Quando il primo pezzo è finito, spostiamo la testa di fresatura nella seconda metà della tavola e iniziamo il nuovo lavoro. La macchina continua sempre a produrre truciolo, per così dire. Questo ci porta a un enorme risparmio di tempo di produzione per telaio. "

La MEGAMILL integrata nel processo di produzione di Bystronic Laser AG.
Produzione Just-in-time
In Bystronic, la produttività deve soddisfare requisiti severi. Il tempo di produzione di una macchina per il taglio laser, dalla saldatura automatizzata del telaio della macchina, alla fabbricazione, verniciatura, assemblaggio, test di qualità e messa in servizio, fino alla preparazione per la spedizione, è di 15 giorni lavorativi.
La produzione del solo telaio della macchina fino al componente verniciato deve essere completata in cinque giorni lavorativi.
Con la MEGAMILL il lavoro si svolge su tre turni, con un turno non presidiato. I telai delle macchine, disponibili in cinque diverse dimensioni e con un peso di circa 5 t, vengono finiti in 12-16 ore con un'unica operazione di bloccaggio.
La lavorazione completa avviene in tre fasi:
/ Sgrossatura: tempo di produzione ca. 5 ore; eliminazione dello stress dei componenti.
/ Prefinitura: fresatura di tutte le caratteristiche, fori, filettature, ecc.
/ Finitura: lavorazione ad alta precisione delle superfici di guida (planarità di 0,05 mm/4 m) e delle dimensioni di riferimento.
Produzione just-in-time
La produzione deve utilizzare processi affidabili, perché con questo ampio spettro di produzione, malfunzionamenti ed errori e tempi di fermo macchina superiori a un giorno possono comportare costi considerevoli e i telai delle macchine non vengono tenuti in magazzino una volta terminati.
Le fasi del processo devono quindi svolgersi sempre just-in-time.
MEGAMILL - la macchina che offre un potenziale ai propri clienti
La MEGAMILL è un centro di fresatura a portale alto con portale ‘overhead gantry’, ideale per la lavorazione di pezzi di grandi dimensioni in applicazioni quali la costruzione di macchine utensili e stampi, l’ingegneria meccanica generale e il settore aerospaziale. I moduli di sistema della macchina possono essere configurati per soddisfare le esigenze specifiche del cliente.
Qui in Bystronic, è in una configurazione con una lunghezza della tavola (asse X) di 15.000 mm e un asse trasversale (asse Y Gantry) di 5.000 mm. La slitta Z (RAM) ha una corsa di 1.750 mm. Bystronic ha scelto una testa di fresatura universale dall'ampia gamma di teste di fresatura offerte da Emco Mecof. Anche perché la testa a 2 assi con coppia fino a 1.000 Nm e 8.000 giri/min soddisfa perfettamente le esigenze produttive di sgrossatura e finitura e, grazie al suo design compatto, può raggiungere facilmente i contorni del telaio di difficile accesso.
Il posizionamento dinamico consente di risparmiare tempo in un ciclo di lavorazione di 16 ore.
"La velocità di spostamento rapido degli assi e le prestazioni dinamiche della testa di fresatura producono un risparmio misurabile dei tempi di lavorazione, soprattutto quando dobbiamo eseguire più di 50 fori nel componente", sottolinea Raphael Kopp.
Inoltre, gli azionamenti a cremagliera degli assi X e Y, ciascuno dotato di due motori che funzionano in configurazione master-slave, aggiungono dinamica al processo. E, naturalmente, la lavorazione a pendolo sulla tavola è un grande vantaggio. Le aree di lavoro sono progettate in modo da prevenire i rischi per la sicurezza, assicurando che i trucioli in caduta e l'accesso dell’operatore siano tenuti separati in modo sicuro. L'impostazione viene eseguita su un lato della macchina mentre la testa di fresatura lavora sull'altro lato. In questa applicazione, la MEGAMILL è dotata di due pannelli di controllo, in modo che l’operatore possa intervenire su entrambi i lati della tavola.
Il design box-in-box della traversa mobile è un altro dei punti di forza della macchina. Box-in-box significa che l'asse verticale della RAM è bloccato ai lati superiore e inferiore della traversa con le sue guide lineari quadruple. Questo assemblaggio rigido, calcolato tramite FEM, garantisce il rispetto delle rigorose specifiche di qualità del pezzo richieste per la finitura delle guide sui telai delle macchine.
La macchina è completamente chiusa e dotata di un sistema di aspirazione.

I protagonisti del progetto sono stati Uwe Urban, Direttore Vendite Grandi Macchine Germania, e Raphael Kopp, Direttore di Produzione presso Bystronic Laser AG. "Ora che abbiamo la MEGAMILL, la nostra produttività ha fatto un salto di qualità", conclude Raphael Kopp.

Il telaio di una macchina da taglio laser. Il telaio della macchina da taglio laser è bloccato sulla tavola mediante un bloccaggio magnetico.
La messa in servizio incontra alcuni ostacoli
La pianificazione del progetto, iniziato nel 2017, la configurazione della macchina e la sua realizzazione presso lo stabilimento Emco Mecof di Belforte Monferrato non hanno incontrato difficoltà.
Poi, nell'autunno del 2018, è arrivato il momento della consegna presso la sede del cliente a Niederönz. Caricata su 13 camion, la macchina stava per essere installata e messa in servizio. E’ stato allora che sono iniziati i problemi perché, sebbene Bystronic avesse pianificato la disponibilità di un nuovo capannone di produzione, questo non era ancora stato completato e la macchina doveva essere collocata da qualche parte.
A causa delle difficoltà di accesso è stata rimossa parte del tetto del padiglione e la traversa del peso di ca. 30 t è stata posizionata sulle travi longitudinali attraverso l'apertura del tetto. E’ stato un lavoro che ha richiesto estrema precisione.
Parte della macchina e il magazzino utensili con il cambio utensile hanno dovuto rimanere all'aperto. Le soluzioni sono state trovate collaborando. Per consentire la messa in servizio, è stato costruito un involucro separato attorno alle parti della macchina che si trovavano all'esterno. Ad aggravare i problemi, proprio allo stesso tempo, era necessario aumentare le quantità di produzione, quindi il ramp-up è avvenuto praticamente in condizioni di emergenza.
Tutte queste situazioni imponderabili sono accadute tutte insieme!
Un’efficiente testa di fresatura universale a 2 assi
Le teste di lavorazione sono costruite internamente presso Emco Mecof, un fattore importante per determinare la precisione di lavorazione. Emco Mecof attribuisce grande importanza anche alla precisione del movimento trasversale degli assi, per ottenere, ad esempio, un gioco prossimo allo zero.
Raggiungere la massima precisione possibile è uno degli obiettivi principali delle macchine Emco Mecof.
Oltre all'ampia gamma di teste standard, Emco Mecof sviluppa frequentemente delle soluzioni innovative dedicate su specifiche del cliente, in particolare per le loro serie di macchine a portale di grandi dimensioni. Nella serie MEGAMILL, le teste di lavorazione con asse rotante e asse orientabile integrati hanno regolazione e controllo a variazione continua azionati da motore e sono disponibili con elettromandrino ad ingranaggi o ad alta velocità. Grazie alla configurazione intelligente del suo design, la testa può essere posizionata per eseguire un sottosquadro di 15° mentre è in posizione orizzontale (0°) parallela al piano del tavolo. Ciò è utile perché elimina la necessità di percorsi di compensazione negli assi e semplifica la creazione del programma e la generazione del post-process.
Le teste di lavorazione sono raffreddate dal sistema di raffreddamento centrale, che alimenta anche il mandrino e i motori coppia.
Per Bystronic, questa cinematica della testa significava entrare in un nuovo territorio. La cinematica delle macchine precedenti permetteva di creare i programmi di lavoro sul pannello di controllo. Sulla MEGAMILL, con la sua testa a 2 assi, questo non era più efficiente. Per creare programmi di sequenza ottimali, è stato necessario introdurre uno strumento CAM, la cui implementazione è stata poi attivamente supportata da Emco Mecof. Trasformazione delle coordinate, sequenze di ritiro della testa di fresatura... su tutti questi argomenti, Emco Mecof ha saputo trasmettere al cliente la sua esperienza pluriennale.
Ottimizzazioni per la lavorazione non presidiata implementate attraverso il lavoro di squadra
La regolazione e il successivo bloccaggio del telaio sulla tavola della macchina avvenivano in precedenza a mano in modo convenzionale. La parte veniva posata su piani di appoggio impressi sulla tavola. Questa procedura richiedeva molto tempo, inducendo così Bystronic a trovare un'idea per un metodo di bloccaggio diverso. Sulla base dell’esperienza acquisita dall’azienda con la tecnologia di bloccaggio magnetico, utilizzata anche in fabbrica, questa tecnica è stata poi utilizzata anche per bloccare i telai delle macchine sulla MEGAMILL. Le estremità della parte sono pre-livellate in modo da permettere il posizionamento ad angolo sulla tavola.
Quindi il morsetto magnetico, regolato da cunei nei segmenti di bloccaggio, si sposta su tutti i punti di appoggio e blocca il pezzo. Ciò elimina il dispendioso allineamento manuale e il bloccaggio di ciascun punto di supporto.
Questo metodo è particolarmente efficiente e riduce i tempi quando, per eliminare le sollecitazioni interne al pezzo, il morsetto viene aerato brevemente dopo la pre-sgrossatura del contorno.
Questo ora può essere fatto dal controllo numerico della macchina. L'intervento manuale non è più necessario. Nel sistema di controllo viene invece memorizzato un programma di sequenza scritto da Emco Mecof. Questo può quindi essere richiamato direttamente tramite la funzione M per avviare il processo di sbloccaggio.
L'operatore ora non deve più passare per tutti i punti di bloccaggio, rilasciando i morsetti e poi serrandoli nuovamente a 200 Nm, due volte per ogni parte. Ciò significa che, nel turno non presidiato, l’elevata precisione della sequenza è garantita. Una pratica soluzione è stata trovata anche per eventuali malfunzionamenti dovuti alla rottura della punta di foratura durante questo periodo. La macchina termina la lavorazione in corso, si sposta in modalità pendolare al pezzo successivo preparato e inizia un nuovo ciclo. La rilavorazione della sequenza interrotta viene quindi eseguita manualmente perché è di fondamentale importanza per Bystronic che ogni pezzo esca correttamente lavorato.
"L'ottimo rapporto cliente-fornitore che abbiamo instaurato durante il progetto è stato un vero vantaggio nell'implementazione della nostra nuova idea di passaggio alla tecnologia di bloccaggio magnetico. Abbiamo collaborato con professionalità e in uno spirito di partnership". Raphael Kopp è estremamente soddisfatto dell'attuale processo di produzione. Da febbraio, Bystronic produce i pezzi utilizzando il bloccaggio magnetico. Non sono stati riscontrati problemi e i tempi di attrezzaggio sono nettamente diminuiti.
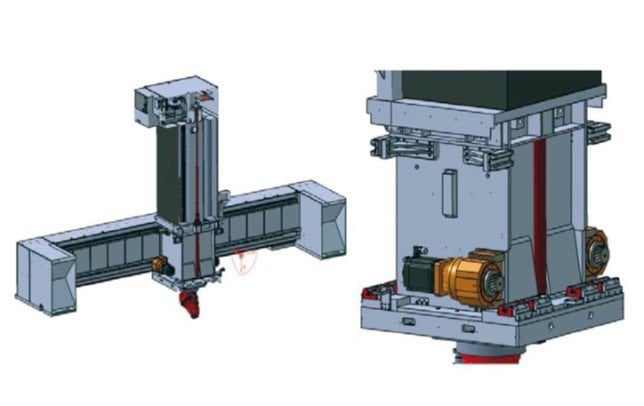
L'asse verticale (RAM) è montato nella traversa mobile in un assemblaggio box-in-box, che aumenta notevolmente la rigidità

Testa di fresatura universale con posizionamento a variazione continua, lubrificazione aria/olio, raffreddamento ad acqua, potenza: 38 kW, coppia: 1000 Nm, velocità max.: 8000 giri/min, HSK 100-A
In Bystronic Laser AG, il futuro è già cominciato
L'Amministratore Delegato, Sig. Fabian Furrer, è un forte sostenitore delle strategie di Bystronic per il futuro e nelle sue parole, "la nostra ambizione è di essere climaticamente neutrali entro il 2025 e di eliminare completamente i combustibili fossili. Stiamo raggiungendo questo obiettivo spegnendo impianti di riscaldamento a gasolio e gas e utilizzando pompe di calore, il cui fabbisogno elettrico è fornito da impianti fotovoltaici. Produciamo già elettricità da sorgenti idroelettriche.
Riflettendo sui modi per risparmiare i consumi di energia, egli applica lo stesso senso di responsabilità ecologica che ogni individuo ha per un ambiente in cui vale la pena vivere.
"Dobbiamo ottimizzare anche i nostri prodotti, in termini di efficienza energetica. I sistemi di taglio laser, ad esempio, in modo che anche i nostri clienti possano risparmiare". Nel 2018 Bystronic ha avviato una nuova attività aziendale, il SOLUTION CENTRE, dove vengono sviluppate soluzioni per il collegamento in rete digitale dell'intero sistema produttivo presso lo stabilimento di un cliente. L'obiettivo di tutte le innovazioni sviluppate qui è la SMART FACTORY.
"I clienti chiedono sempre più una produzione completamente in rete e dobbiamo essere in grado di fornirla", afferma Fabian Furrer.
Esattamente la macchina giusta
Management e gestione della produzione sono d'accordo dopo quattro anni di esperienza nella produzione di telai di macchine su MEGAMILL:

Fabian Furrer, Amministratore Delegato di Bystronic Laser AG, dichiara inequivocabilmente che "la MEGAMILL soddisfa esattamente le nostre esigenze. Siamo molto soddisfatti".
"Ora, dopo quattro anni, possiamo affermare senza dubbio che la MEGAMILL è esattamente la macchina giusta per la nostra produzione", aggiunge Fabian Furrer, in una chiara dichiarazione.
Egli sottolinea in particolare che i requisiti specificati per la macchina sono stati pienamente soddisfatti e che l’azienda sarà in grado di utilizzare la macchina per implementare nuove idee in futuro. Su questo argomento ha già delle idee concrete.
"Abbiamo ottimizzato i tempi di produzione, abbiamo raggiunto un'elevata produttività e attualmente lavoriamo per il 30-40% del tempo senza operatore.
Ma intendiamo continuare in questa direzione ed espandere la produzione non presidiata. Con questa macchina, non dovrebbero esserci problemi".
Bystronic Laser AG è un leader tecnologico mondiale nel campo della lavorazione della lamiera, specializzato in sistemi di taglio laser.
/ 3500 dipendenti nel mondo
/ Sede: Niederönz, Switzerland
/ 40 filiali
/ Fatturato netto 2021: 939,3 milioni di franchi svizzeri
/ Prodotti: sistemi di taglio laser, presse piegatrici, automazione, software, service.
/ Macchina da taglio laser: tempo di produzione: 15 AT /Mach.
/ Telaio della macchina: tempo di produzione 7 AT / telaio

Bystronic Laser AG Industriestrasse 21 / CH-3362
DATI TECNICI
Testa di fresatura universale con posizionamento continuo
Potenza S1 / S6 38 / 57 kW
Coppia S1 / S6 1000 / 1550 Nm
Velocità mandrino 15 ÷ 6000 giri/min
Opzione 15 ÷ 8000 giri/min
Portautensile standard "ISO 50 DIN 69871
Opzione BIG PLUS
Opzione HSK 100-A DIN 69893"
Elettromandrino 50 / 63 kW
Potenza S1 / S6 50 / 63 kW
Coppia S1 / S6 100 / 125 Nm
Velocità mandrino 12000 / 20000 giri/min
Portautensile HSK 100-A / HSK 63-A
Elettromandrino 42 / 55 kW
Potenza S1 / S6 42 / 55 kW
Coppia S1 / S6 67 / 87,5 Nm
Velocità mandrino 24000 giri/min
Portautensile HSK 63-A
Elettromandrino 45 / 58 kW
Potenza S1 / S6 45 / 58 kW
Coppia S1 / S6 300 / 372 Nm
Velocità mandrino 12000 giri/min
Portautensile HSK 100-A
Elettromandrino 70 / 86 kW
Potenza S1 / S6 70 / 86 kW
Coppia S1 / S6 160 / 220 Nm
Velocità mandrino 15000 giri/min
Portautensile HSK 100-A
Assi lineari
Corsa asse longitudinale 7500 e oltre (a passi di 2500 mm)
Corsa asse trasversale 4000 - 5000 - 6000 - 7000 mm
Corsa asse verticale 1500 - 2000 - 2500 mm
Velocità di avanzamento 30 m/min
Slitta verticale RAM
sezione 550 x 640 mm
Controllo CNC
Heidenhain TNC 640 HSCI;
Siemens 840D sl; Sinumerik ONE
Motore mandrino
Standard 40 kW / 1200 Nm
Opzione 50 kW / 1500 Nm (S1), 61 kW / 1800 Nm (S6)
Sistema di raffreddamento pezzo/utensile
Bassa pressione 28 l/min, 6 bar
Alta pressione (attraverso il mandrino) 20 l/min, 20 / 40 / 60 bar
Opzioni standard
Testa di fresatura universale a 5 assi continui 6000 giri/min
Testa di fresatura con mandrino disassato 3000 giri/min
Testa universale con motori torque ed elettromandrino 12000 / 20000 / 24000 giri/min
Testa di fresatura a 5 assi a forcella con motori torque ed elettromandrino 12000 / 15000 / 20000 / 24000 giri/min
Magazzino utensili automatico 48 / 64 / 96 / 128 portautensili
Caricatore automatico testa 2 / 3 supporti
Richiedi maggiori informazioni…
